 RESINA BLUECAST ORIGINAL FORMLABS CASTABLE
RESINA BLUECAST ORIGINAL FORMLABS CASTABLE




Dettagli
Descrizione
BLUECAST U.V. ORIGINAL RESIN SLA FOR FORMLABS DIRECT CASTING 3D PRINTER HIGH QUALITY
BlueCast ORIGINAL
La resina calcinabile di riferimento per la gioielleria professionale
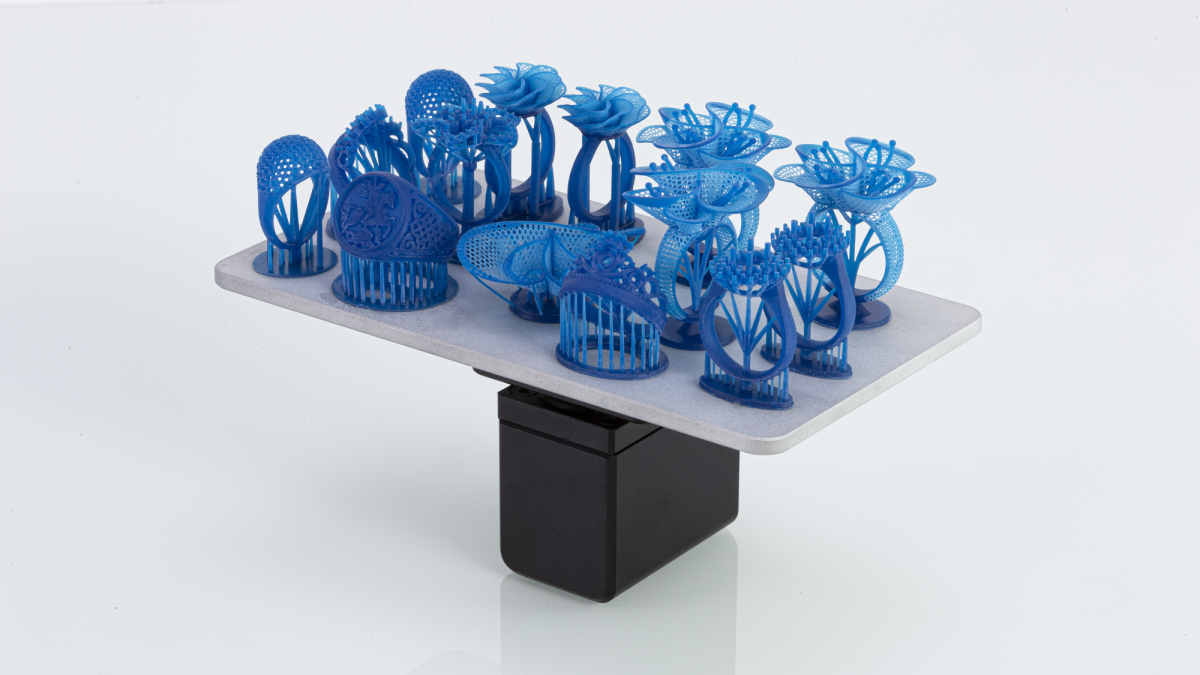
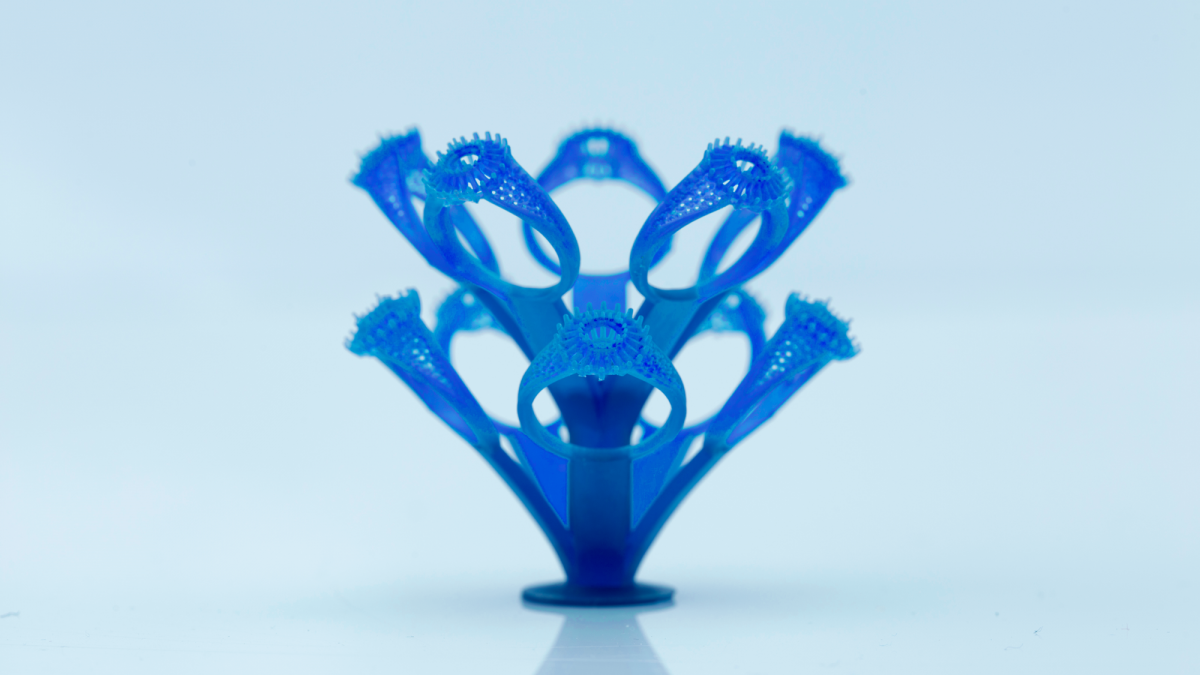
BlueCast Original è la resina calcinabile più iconica della linea BlueCast, scelta da migliaia di professionisti per la sua fusione perfetta e completamente priva di ceneri.
Formulata per garantire risultati affidabili e ripetibili, è ideale per la produzione di gioielli di alta gamma e oggetti artistici in metallo.
Disponibile in diverse versioni per stampanti SLA (compatibile con macchine come Formlabs e DWS), è progettata per realizzare:
-
Anelli Academy
-
Pendenti e medaglie di grandi dimensioni
-
Anelli Chevalier
-
Oggetti religiosi in oro
-
Bracciali massicci
-
Fedi nuziali e di fidanzamento
-
Monete e oggetti commemorativi
“Just cast it” resin
BlueCast Original è la prima resina calcinabile al mondo a non richiedere post-polimerizzazione UV, pronta per la fusione subito dopo la stampa.
Questa caratteristica, unita alla stabilità dimensionale e alla qualità di combustione impeccabile, la rende perfetta anche per applicazioni industriali e modelli di grandi dimensioni.
CARATTERISTICHE PRINCIPALI
BlueCast ORIGINAL
-
Compatibile con il ciclo di combustione standard della cera
-
Fusione perfetta di dettagli incisi, sia in rilievo che in incavo
-
Nessuna post-polimerizzazione necessaria: stampa e fonde direttamente
-
Sicura e inodore, adatta a un utilizzo in ambienti professionali
-
Progettata per la gioielleria professionale e l'arte orafa
-
Saldabilità eccellente con canali di colata in cera standard
-
Disponibile per stampanti LCD, DLP e SLA (Formlabs, DWS, ecc.)
ISTRUZIONI D'USO
BlueCast ORIGINAL
PRIMA DELLA STAMPA
-
Riscaldare la resina immergendo la bottiglia chiusa in un pulitore a ultrasuoni o utilizzando uno scaldabiberon.
-
In alternativa, riscaldare una bottiglia da 500 g completamente piena nel microonde per 45 secondi a 700 W. Regolare il tempo in base al peso residuo.
-
Agitare energicamente la bottiglia per 60 secondi prima dell’uso.
-
Se la resina è già nel serbatoio, mescolarla con una spatola in silicone.
-
Controllare lo scostamento Z della stampante e ricalibrarlo se necessario.
-
Carteggiare delicatamente la piattaforma in alluminio con carta vetrata grana 200–400 per migliorare l'adesione.
-
Non lasciare la resina nel serbatoio per più di 24 ore: le resine BlueCast sono igroscopiche e assorbono umidità dall’aria.
-
Dopo ogni ciclo di stampa, filtrare la resina e conservarla nella sua bottiglia originale.
PULIZIA POST-STAMPA
-
Pulire le stampe con alcool etilico al 91–99% o IPA, quindi asciugarle con aria compressa.
-
Spruzzare nuovamente alcool pulito sui modelli per rimuovere eventuali residui superficiali.
-
Asciugare accuratamente con aria compressa per eliminare ogni traccia di liquido.
-
In caso di resina non indurita residua dopo un lavaggio incompleto, è possibile eseguire una post-polimerizzazione UV leggera.
-
Procedere infine con il processo di investimento e seguire il ciclo di combustione raccomandato per il tipo di rivestimento scelto.
Descrizione
BLUECAST U.V. ORIGINAL RESIN SLA FOR FORMLABS DIRECT CASTING 3D PRINTER HIGH QUALITY
BlueCast ORIGINAL
La resina calcinabile di riferimento per la gioielleria professionale
BlueCast Original è la resina calcinabile più iconica della linea BlueCast, scelta da migliaia di professionisti per la sua fusione perfetta e completamente priva di ceneri.
Formulata per garantire risultati affidabili e ripetibili, è ideale per la produzione di gioielli di alta gamma e oggetti artistici in metallo.
Disponibile in diverse versioni per stampanti SLA (compatibile con macchine come Formlabs e DWS), è progettata per realizzare:
-
Anelli Academy
-
Pendenti e medaglie di grandi dimensioni
-
Anelli Chevalier
-
Oggetti religiosi in oro
-
Bracciali massicci
-
Fedi nuziali e di fidanzamento
-
Monete e oggetti commemorativi
“Just cast it” resin
BlueCast Original è la prima resina calcinabile al mondo a non richiedere post-polimerizzazione UV, pronta per la fusione subito dopo la stampa.
Questa caratteristica, unita alla stabilità dimensionale e alla qualità di combustione impeccabile, la rende perfetta anche per applicazioni industriali e modelli di grandi dimensioni.
CARATTERISTICHE PRINCIPALI
BlueCast ORIGINAL
-
Compatibile con il ciclo di combustione standard della cera
-
Fusione perfetta di dettagli incisi, sia in rilievo che in incavo
-
Nessuna post-polimerizzazione necessaria: stampa e fonde direttamente
-
Sicura e inodore, adatta a un utilizzo in ambienti professionali
-
Progettata per la gioielleria professionale e l'arte orafa
-
Saldabilità eccellente con canali di colata in cera standard
-
Disponibile per stampanti LCD, DLP e SLA (Formlabs, DWS, ecc.)
ISTRUZIONI D'USO
BlueCast ORIGINAL
PRIMA DELLA STAMPA
-
Riscaldare la resina immergendo la bottiglia chiusa in un pulitore a ultrasuoni o utilizzando uno scaldabiberon.
-
In alternativa, riscaldare una bottiglia da 500 g completamente piena nel microonde per 45 secondi a 700 W. Regolare il tempo in base al peso residuo.
-
Agitare energicamente la bottiglia per 60 secondi prima dell’uso.
-
Se la resina è già nel serbatoio, mescolarla con una spatola in silicone.
-
Controllare lo scostamento Z della stampante e ricalibrarlo se necessario.
-
Carteggiare delicatamente la piattaforma in alluminio con carta vetrata grana 200–400 per migliorare l'adesione.
-
Non lasciare la resina nel serbatoio per più di 24 ore: le resine BlueCast sono igroscopiche e assorbono umidità dall’aria.
-
Dopo ogni ciclo di stampa, filtrare la resina e conservarla nella sua bottiglia originale.
PULIZIA POST-STAMPA
-
Pulire le stampe con alcool etilico al 91–99% o IPA, quindi asciugarle con aria compressa.
-
Spruzzare nuovamente alcool pulito sui modelli per rimuovere eventuali residui superficiali.
-
Asciugare accuratamente con aria compressa per eliminare ogni traccia di liquido.
-
In caso di resina non indurita residua dopo un lavaggio incompleto, è possibile eseguire una post-polimerizzazione UV leggera.
-
Procedere infine con il processo di investimento e seguire il ciclo di combustione raccomandato per il tipo di rivestimento scelto.



