 RESINA BLUECAST X-ONE V2 DLP/LCD CASTABLE per stampanti LCD MONOCROMATICHE X1 CONF.GR.500
RESINA BLUECAST X-ONE V2 DLP/LCD CASTABLE per stampanti LCD MONOCROMATICHE X1 CONF.GR.500











Dettagli
Descrizione
COD.PRODOTTO 3D.R.BCXONE.5.V2 CONF.GR.500
MELTING CASTABLE RESIN X-ONE V2
Resina Bluecast X-ONE V2 DLP/LCD CASTABLE per stampanti LCD MONOCROMATICHE CONF.GR.500.
BlueCast X-One V2 – Resina Calcinabile a Ritiro Zero per Stampa 3D
Resina Calcinabile BlueCast X-One V2
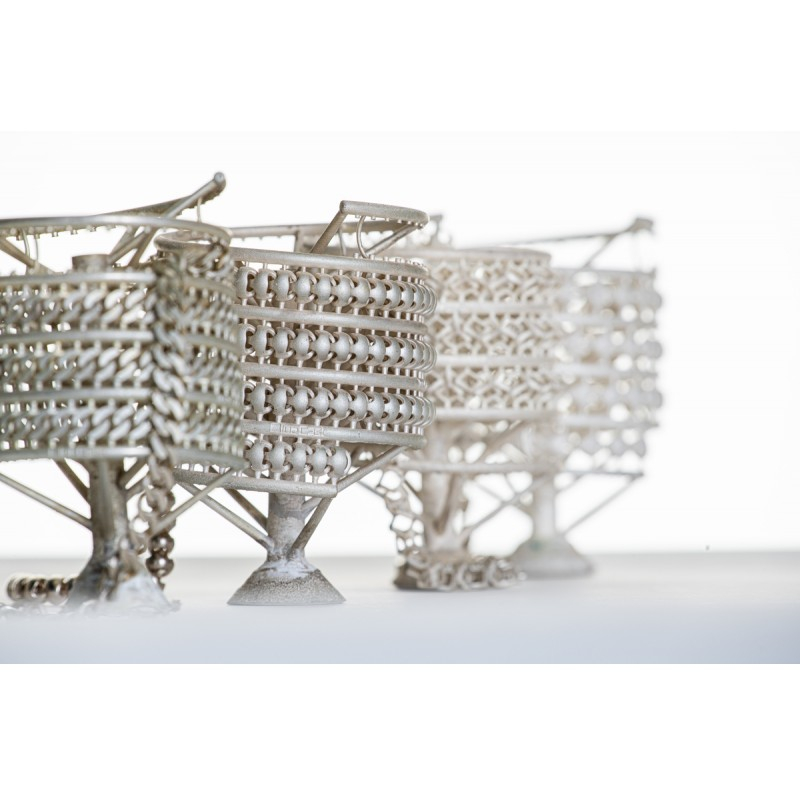
X-One V2 è la resina fondibile più apprezzata della linea BlueCast, sviluppata appositamente per stampanti 3D DLP e LCD monocromatiche. Grazie al suo polimero a bassa temperatura di fusione, garantisce una finitura superficiale liscia e incisioni perfette, anche nei dettagli più minuti.
Progettata per offrire risultati di fusione impeccabili con qualsiasi tipo di rivestimento e ciclo di burnout, è ideale per applicazioni in ambito orafo e dentale.
È la prima resina calcinabile con ritiro pari a 0%, con elevata stabilità dimensionale e compatibilità con burnout ultrarapidi.
Il processo di post-stampa è semplice e sicuro, e non richiede post-polimerizzazione UV per ottenere fusioni perfette.
Aggiornamenti della versione X-One V2
-
Mantiene gli stessi profili di stampa della versione V1
-
Risoluzione migliorata, in particolare su stampanti ad alta definizione (fino a 12K)
-
Maggiore precisione e sbavature ridotte
-
Stampabilità ottimizzata, soprattutto con tecnologia DLP (senza necessità di additivi)
-
Stabilità aumentata alle basse temperature
-
Fusione ancora più pulita nei microdettagli e nelle incisioni
Garantisce risultati di fusione perfetti con qualsiasi tipo di rivestimento e ciclo di burnout.
È compatibile anche con cicli di cottura a bassa temperatura, sebbene si consiglia di raggiungere almeno 700 °C (1292 °F) nella fase finale per una combustione completa.
La cottura completa della resina può avvenire già a 650 °C (1202 °F), in base al rivestimento utilizzato.
Istruzioni per l'Uso – BlueCast X-One V2
PRIMA DELLA STAMPA
-
Temperatura di utilizzo:
X-One V2 solidifica a temperature inferiori a 18 °C.
Prima dell’uso, riscaldare la resina a una temperatura compresa tra 25 e 40 °C. L’intervallo ottimale è 20–30 °C. -
Metodi di riscaldamento consigliati:
-
Forno a microonde (massimo 30 secondi)
-
Pulitore a ultrasuoni
-
Aria calda
-
Scaldabiberon
-
-
Preparazione della resina:
-
Agitare la bottiglia per almeno 1 minuto
-
Filtrare la resina prima dell’uso o lasciarla riposare nel serbatoio per 5 minuti per rimuovere eventuali bolle d’aria
-
È possibile aspirare direttamente dal flacone per accelerare la degasatura
-
-
Supporti e adesione:
-
I supporti minimi devono essere più robusti del normale (minimo 0,4 mm di contatto)
-
Il gambo degli anelli deve essere ben sostenuto
-
Il canale di colata ad anello può essere incorporato nel modello come supporto principale
-
-
Conservazione e manutenzione:
-
Non conservare la resina nel serbatoio: filtrare dopo ogni stampa e riporre nel flacone originale
-
L’uso di HD FEP o No-FEP (PFA) è consigliato per ottenere massimi dettagli
-
La mancata filtrazione o il mancato riscaldamento possono compromettere la stampa
-
PULIZIA POST-STAMPA
-
I modelli realizzati con X-One V2 sono più fragili rispetto ad altre resine BlueCast, in particolare le filigrane e le griffe.
Maneggiare con cura. -
La resina contiene un polimero ceroso, che rende i modelli moderatamente morbidi.
Metodi di lavaggio:
-
Alcol etilico 91–99% (consigliato):
-
Pulitore a ultrasuoni: 5 minuti senza calore
-
Lavatrice per resine: 5–10 minuti
-
Immersione statica: 10 minuti
-
-
IPA (alcol isopropilico): ridurre il tempo di lavaggio
-
Dopo il lavaggio:
-
Asciugare con aria compressa o asciugacapelli
-
Il colore passerà da grigio scuro a grigio chiaro/bianco
-
Un secondo risciacquo con alcol pulito migliora la qualità della fusione
-
Lasciare evaporare completamente l’alcol prima della fusione
-
La post-polimerizzazione UV (facoltativa) può rendere i modelli più rigidi e favorire l’evaporazione
-
BURNOUT ULTRA-VELOCE (VALIDO SOLO PER X-One V2 e X-Filigree V2)
-
Fase di riposo:
Lasciare riposare il cilindro per almeno 3 ore -
Fase di calcinazione:
Portare la temperatura a 700 °C (1290 °F) e mantenerla per 60–90 minuti -
Fase finale:
Ridurre alla temperatura di fusione del metallo e mantenerla per 60 minuti prima della colata
Descrizione
COD.PRODOTTO 3D.R.BCXONE.5.V2 CONF.GR.500
MELTING CASTABLE RESIN X-ONE V2
Resina Bluecast X-ONE V2 DLP/LCD CASTABLE per stampanti LCD MONOCROMATICHE CONF.GR.500.
BlueCast X-One V2 – Resina Calcinabile a Ritiro Zero per Stampa 3D
Resina Calcinabile BlueCast X-One V2
X-One V2 è la resina fondibile più apprezzata della linea BlueCast, sviluppata appositamente per stampanti 3D DLP e LCD monocromatiche. Grazie al suo polimero a bassa temperatura di fusione, garantisce una finitura superficiale liscia e incisioni perfette, anche nei dettagli più minuti.
Progettata per offrire risultati di fusione impeccabili con qualsiasi tipo di rivestimento e ciclo di burnout, è ideale per applicazioni in ambito orafo e dentale.
È la prima resina calcinabile con ritiro pari a 0%, con elevata stabilità dimensionale e compatibilità con burnout ultrarapidi.
Il processo di post-stampa è semplice e sicuro, e non richiede post-polimerizzazione UV per ottenere fusioni perfette.
Aggiornamenti della versione X-One V2
-
Mantiene gli stessi profili di stampa della versione V1
-
Risoluzione migliorata, in particolare su stampanti ad alta definizione (fino a 12K)
-
Maggiore precisione e sbavature ridotte
-
Stampabilità ottimizzata, soprattutto con tecnologia DLP (senza necessità di additivi)
-
Stabilità aumentata alle basse temperature
-
Fusione ancora più pulita nei microdettagli e nelle incisioni
Garantisce risultati di fusione perfetti con qualsiasi tipo di rivestimento e ciclo di burnout.
È compatibile anche con cicli di cottura a bassa temperatura, sebbene si consiglia di raggiungere almeno 700 °C (1292 °F) nella fase finale per una combustione completa.
La cottura completa della resina può avvenire già a 650 °C (1202 °F), in base al rivestimento utilizzato.
Istruzioni per l'Uso – BlueCast X-One V2
PRIMA DELLA STAMPA
-
Temperatura di utilizzo:
X-One V2 solidifica a temperature inferiori a 18 °C.
Prima dell’uso, riscaldare la resina a una temperatura compresa tra 25 e 40 °C. L’intervallo ottimale è 20–30 °C. -
Metodi di riscaldamento consigliati:
-
Forno a microonde (massimo 30 secondi)
-
Pulitore a ultrasuoni
-
Aria calda
-
Scaldabiberon
-
-
Preparazione della resina:
-
Agitare la bottiglia per almeno 1 minuto
-
Filtrare la resina prima dell’uso o lasciarla riposare nel serbatoio per 5 minuti per rimuovere eventuali bolle d’aria
-
È possibile aspirare direttamente dal flacone per accelerare la degasatura
-
-
Supporti e adesione:
-
I supporti minimi devono essere più robusti del normale (minimo 0,4 mm di contatto)
-
Il gambo degli anelli deve essere ben sostenuto
-
Il canale di colata ad anello può essere incorporato nel modello come supporto principale
-
-
Conservazione e manutenzione:
-
Non conservare la resina nel serbatoio: filtrare dopo ogni stampa e riporre nel flacone originale
-
L’uso di HD FEP o No-FEP (PFA) è consigliato per ottenere massimi dettagli
-
La mancata filtrazione o il mancato riscaldamento possono compromettere la stampa
-
PULIZIA POST-STAMPA
-
I modelli realizzati con X-One V2 sono più fragili rispetto ad altre resine BlueCast, in particolare le filigrane e le griffe.
Maneggiare con cura. -
La resina contiene un polimero ceroso, che rende i modelli moderatamente morbidi.
Metodi di lavaggio:
-
Alcol etilico 91–99% (consigliato):
-
Pulitore a ultrasuoni: 5 minuti senza calore
-
Lavatrice per resine: 5–10 minuti
-
Immersione statica: 10 minuti
-
-
IPA (alcol isopropilico): ridurre il tempo di lavaggio
-
Dopo il lavaggio:
-
Asciugare con aria compressa o asciugacapelli
-
Il colore passerà da grigio scuro a grigio chiaro/bianco
-
Un secondo risciacquo con alcol pulito migliora la qualità della fusione
-
Lasciare evaporare completamente l’alcol prima della fusione
-
La post-polimerizzazione UV (facoltativa) può rendere i modelli più rigidi e favorire l’evaporazione
-
BURNOUT ULTRA-VELOCE (VALIDO SOLO PER X-One V2 e X-Filigree V2)
-
Fase di riposo:
Lasciare riposare il cilindro per almeno 3 ore -
Fase di calcinazione:
Portare la temperatura a 700 °C (1290 °F) e mantenerla per 60–90 minuti -
Fase finale:
Ridurre alla temperatura di fusione del metallo e mantenerla per 60 minuti prima della colata
105,00 €
128,10 € IVA inclusa
Prodotti correlati
-
RESINA BLUECAST X5 SLA/DLP CASTABLE FOR FORMLABS

-
RESINA BLUECAST X10 DLP/LCD CASTABLE

-
RESINA BLUECAST ORIGINAL FORMLABS CASTABLE

-
RESINA BLUECAST DLP/LCD KERAMASTER-CERAMICA
-
PRIMERCAT 10 ML. PER RESINA

-
BLUECAST CUSTOMIZER SHARPENIZER FOR RESIN X10 LCD/DLP CF.50 GRAMMI

-
MAC02 - MISCELA DI ALCOL PER SGRASSATURA RESINE E CERE
